

创新驱动
可持续发展之路
公司秉承“美欣达创造美好新生活”的使命,成为“时尚气候创新专项基金”的创始捐赠成员,为社会提供绿色无污染产品,努力成为与社会和环境和谐发展的高度负责任和高度受尊敬的印染企业,成为资源节约型和环境友好型印染企业。
绿色智造、协同创新
尊重员工、和谐共生
崇尚感恩、反哺社会
Driven by Innovation
Sustainable Development
Adhering to the mission of "creating a beautiful new life for customers", and as a founding member of the "Fashion Industry Climate Innovation Special Fund", the Company is committed to providing the society with pollution-free green products and strives to become a highly responsible and highly respected printing and dyeing enterprise that coexists harmoniously with society and the environment, which is capable of resource-efficient and environmentally friendly production.Green intelligent manufacturing and collaborative innovation
Respect for employees and harmonious coexistence
Contributing back to the society with a grateful heart



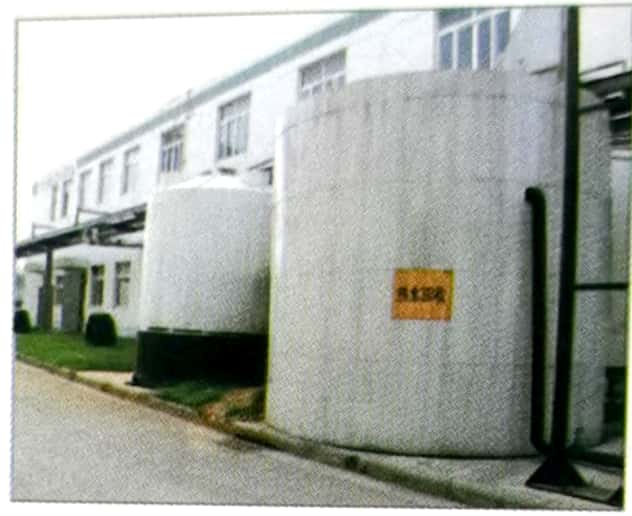
废水近"零排放"
公司建有12000吨/天印染污水处理系统,改造前所有污水排放达到《纺织染整工业水污染物排放标准》(GB4278-2012),目前安装有在线监控设施与省、市环保部门联网,同时所监控数据24小时现场显示。
Near zero-discharge
The Company has established a wastewater treatment system capable of treating 12,000 tons of wastewater (from textile printing and dyeing) every day. All the Company's wastewater discharges before making the system improvement were in line with the requirements under the "Effluent standards for pollutants from textile dyeing and finishing industry" (GB4278-2012). At present, the Company has put in place an online effluent monitoring system that is connected with provincial and municipal environmental protection departments and capable of 24/7 real-time display of all monitoring data.

废水分类收集
对生产废水采取浓淡分离收集,分质、分类处理,高COD、高碱度的浓污水与高色度、盐度、低COD的废水,分别采用独立的收集系统进行收集,管道输送,分质处理。
Sorted collection
The Company adopts separate collection according to wastewater concentration (COD, alkalinity) and separate treatment according to wastewater quality and classification (chromaticity, salinity, etc.) and has put in place separate collection systems, pipelines and treatment facilities.

废水资源化利用
对独立收集的浓污水,采用厌氧生物反应器IC塔处理,在大幅消除COD的同时,产出沼气,对沼气进行收集干化、脱硫处理后,通过燃烧制成蒸汽循环使用于生产;对废水采用三膜法(MBR膜、超滤膜、反渗透膜)进行回收循环利用;对废水中的盐采用电渗析、冷冻结晶实现回收,循环使用于生产。
Wastewater reuse
The Company's anaerobic bioreactor (IC tower) can significantly reduce the COD value of concentrated sewage while producing biogas, which can be burned to produce steam for production activities after drying and desulfurization treatment; for the collected wastewater, in addition to recycle and reuse by ways of the three-membrane method (MBR membrane, ultrafiltration membrane, reverse osmosis membrane), electrodialysis and freezing crystallization methods are also being used to recover salt from the wastewater for production purposes.
冷却水回用
公司对所有产生高温的热源点安装循环水冷却装置,对落布冷却、烧毛、淡碱扩容量装置等所产出的热水进行集中回收,循环使用于生产过程,可回收中温冷水1000吨/日。
Reuse of cooling water
The Company has installed circulating water-cooling devices at all high temperature heat sources for concentrated collection (at the capacity of 1000 tons/day) and cyclic utilization of hot water produced by various equipment (post-cropping cooling, singeing and alkaline expansion) for production purposes.

凝结水回收
公司将高温压力容器产出的高压、高热的凝结水采用闪蒸射流回收技术,实现潜热和显热的分离回收,每年可回收蒸汽8000吨以上;回收高品质高热水9000吨以上,循环使用于生产。
Condensate recovery
With respect to high-pressure, high-heat condensate produced by high-temperature pressure vessels, the Company uses flashing liquid injection technology to realize the separate collection of latent and sensible heat, and achieves annual recovery of more than 8,000 tons of steam and more than 9,000 tons of high-quality high-temperature hot water, all of which can be used for cyclic utilization for production purposes.

煤改
2013年公司积极实施“煤改气”项目,拆除所有燃煤导热油锅炉,对公司所有需要干热、高温热源设备进行改造,采用燃烧清洁能源天然气作为供热来源,彻底消除因燃煤产生的废气排放。
Coal to gas
In 2013, the Company dismantled all coal-fired heat-conducting oil boilers in accordance with the "coal to gas" policy, and retrofited all the equipment requiring dry heat and high temperature heat sources, so as to completely eliminate exhaust emissions from coal combustion by converting the heating source to the cleaner natural gas.

高温定型设备的尾气处理
公司对所有的高温定型设备的外排尾气进行安装集气罩,进行收集处理,该装置油烟去除率达85%以上,总颗粒物去除率达90%以上。
Exhaust gas treatment for high-temperature setting equipment
The Company ensures that each high-temperature setting equipment is fitted with an air collection hood (used to collect and treat exhaust gas) that features an oil fume removal rate of over 85% and a total particulate removal rate of over 90%.

污水废气处理
公司对污水站的原水曝气池、厌氧池等池体进行密封加罩,对所排出的废气进行集中收集处理,处理后的所排放的气体达到《恶臭污染物总和排放标准》(GB14554-1993)二级标准。
Treatment of sewage waste gas
In positions such as the raw water aeration tanks and anaerobic tanks, the Company adopts the method of sealing and adding covers to collect and treat the exhaust gas in a concentrated manner, and it ensures all treated exhaust gases meet Level II requirements under the "emission standards for odor pollutants" (GB14554-1993).
光伏电站
2018年5月,“1400KW分布式光伏发电站”正式合闸送电。此项目实施:年发电量147万度,占美欣达纺织印染用电量的1/6;每年节约标煤490吨;每年减排CO2 1274吨;每年减排SO2 11.8吨;每年减排氮氧化物3.42吨。
Photovoltaic power station
In May 2018, the Company's "1400KW distributed photovoltaic power station" was officially put into use. This power station can generate 1.47 million kWh of power every year, accounting for 1/6 of the annual electricity consumption by Mizuda for textile printing and dyeing, therefore reducing the Company's annual coal consumption by 490 tons, annual CO2 emission by 1274 tons; annual SO2 emission by 11.8 tons; annual nitrogen oxide emission by 3.42 tons.

丝光废碱分质利用
丝光废碱处理是困扰印染行业的难题,公司采用膜处理系统对丝光废碱进行过滤,然后用过滤好的淡碱溶解片碱,自制商品碱;使用淡碱与浓碱调配成前处理用碱;做丝光工作碱的稀释碱,可降低废碱扩容碱量70%以上,节约大量的水、电、汽等能耗,减耗污水处理压力。
Utilization of mercerized waste alkali according to quality
For the printing and dyeing industry, treatment of mercerized waste alkali has been a difficult issue. The Company uses a membrane treatment system to filter mercerized waste alkali and produces commercial alkali products by dissolving caustic soda flakes with light alkali obtained through filtering; it also produces diluent for the mercerizing works by mixing said light alkali with strong alkali, so as to reduce waste alkali expansion volume by more than 70%, which helps reduce the use of water, electricity and steam by a significant amount and alleviate the pressure on wastewater treatment facilities.

2018年2月,美欣达获评“国家绿色工厂”。公司建立““绿色创新管理体系””工作,制定近期与中长期战略规划,在绿色制造系列创牌工作的基础上,不断建立完善“绿色工厂、绿色供应链管理、绿色产品设计”绿色品牌建设工作。
In February 2018,Mizuda was rated as a "National Green Factory".company has formulated relevant short-term, medium-term and long-term strategic plans for establishing a "green innovation management system", and dedicated itself to continue to build and improve its brand image of "green factory, green supply chain management and green product design" while establishing itself as a green manufacturing enterprise.
2019年9月,美欣达获评“国家级绿色供应链示范企业”。作为全国首个以绿色智造为发展主线的“中国制造2025”试点示范城市,湖州市深入推进工业绿色发展。美欣达身处优秀的外部环境中,以“绿色智造转型升级”等方面的优秀成绩。
In September 2019, Mizuda was rated a "National Green Supply Chain Demonstration Enterprise".as the first “Made in China 2025” pilot demonstration city that promotes green smart manufacturing as its main development focus, Huzhou City has been further promoting the development of green industry. Being in a good external environment, Mizuda has made outstanding performance in various fields including "green smart manufacturing transformation and upgrading"
2020年9月,两大产品获评“国家级绿色产品”(无甲醛免烫环保粘胶棉弹力贡缎、迷彩PU防水平布).公司联同国家绿标委制定绿色供应链管理国家标准。产品以生态化、功能化、科技化、极致化为研发方向,不断探索绿色、低碳、循环、可持续的发展方式,将环保可持续产品引领时尚产业走向封闭循环。
In September 2020, the two major products were successfully rated as "National Green Products" (Formaldehyde-free and easy care Stretch Satin , camouflage PU coating waterproof cloth) , the company will work with the National Green Standards Committee to formulate national standards for green supply chain management. The company's products are researched and developed in the direction of ecological, functional, technological, and extreme, and constantly explore green, low-carbon, circular, and sustainable development methods, and lead the fashion industry to closed loops with environmentally sustainable products.